




EMHART IS machines are the industry standard for B.B., P.B and N.N.P.B. bottle making and necking.
LET LILAND PRICE QUOTE YOUR MOLD, NECKING AND PLUNGER REQUIREMENTS
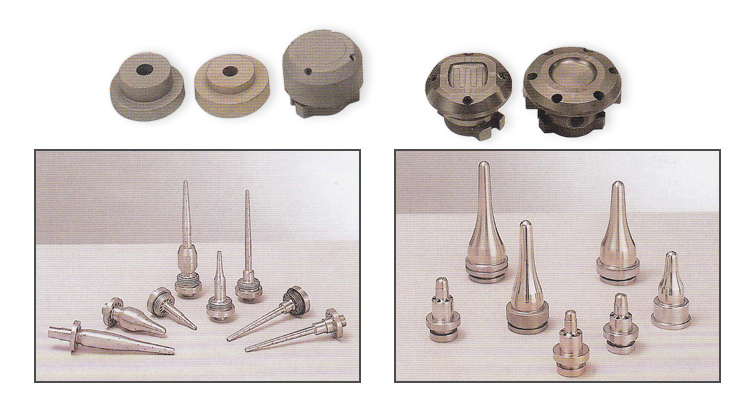
The narrow neck press and blow (NNPB) process was introduced to gain better control over glass distribution in the container. The improved control over glass distribution has enabled significant reduction in glass weight of up to 33% without adversely affecting the mechanical performance of the container. A key component in the above process is the plunger, used to form the cavity in the parison during the forming stage. The function of the plunger is to evenly distribute the glass within the blank mold cavity and to aid the removal of thermal energy from the internal surface of the parison.
Forged tooling in CS-889, XX-BRONZE, and NI-ALLOY Please send us your requirements, we can match or improve your current tooling.

BLOW MOULD
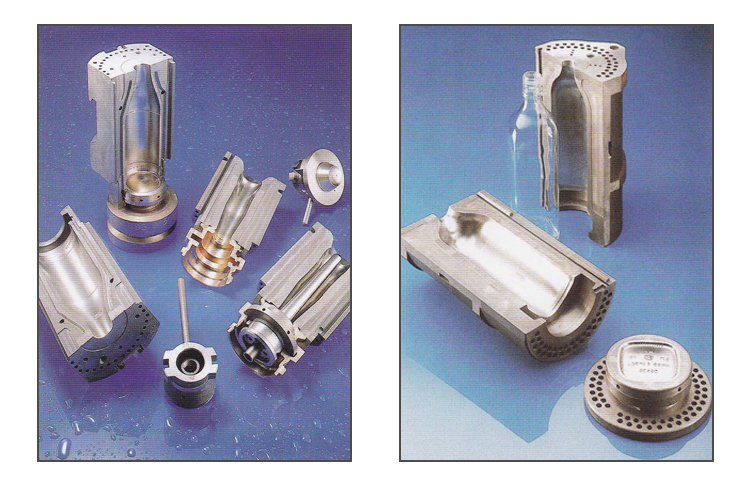
•NNPB method (narrow neck press and blow): applied in the production of narrow neck thin walled packgagings. It uses pressing force of a plunger on the side of blank molds and blow-out force on the side of molds. After a gob is loaded into a blank mold, a bulb is formed by means of a plunger. A closure of the product is formed in the final phase of pressing. Then the bulb is transferred by means of a roller to a finish mold where a finished product is finally blown out. NNPB method ensures better distribution of glass in the finished product and saves the amount of molten glass used in production. Packaging manufactured in NNPB technology can have 92 mm diameter, maximum finish diameter of 48 mm and they can be 60 to 283 mm high.


NECK RING
•PB method (press and blow): the manufacturing process is the same as in the case of NNPB method described above. The PB method is applied for producing wide neck packaging. The PB technology whose diameter is up to 95 mm, height is from 32 up to 288 mm and finish diameter is up to 90 mm.
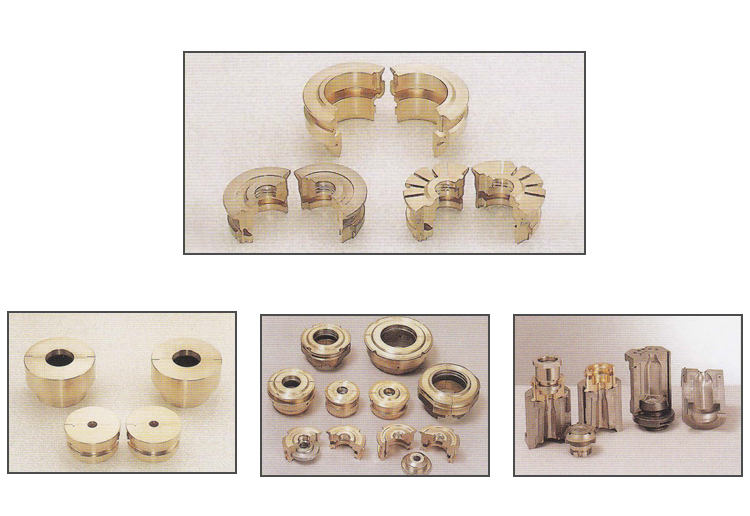
HIGH NICKEL BASE
•BB method (blow and blow): it is applied for production of narrow neck thick walled packaging. It applies blow-up for the entire operation of molding, both on the side of blank molds and finish molds. After a gob is loaded into a blank mold, a bottle closure is formed and a bulb is blown out whose shape depends on the pattern of a finished product. Then the bulb is transferred by means of a roller to a finish mold where a finished product is finally blown out. Using the BB method manufacture packaging with maximum diameter of 95 mm, height of 32 up to 325 mm and finish diameter of up to 48 mm.
VERTI FLOW MOULD
Produce machinery
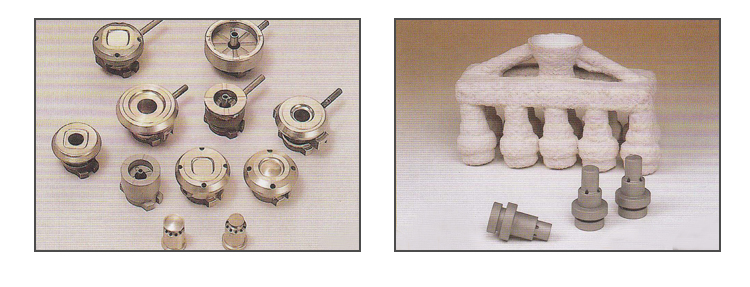
Contact Liland with your specifications and drawings for molds, necking dies and plungers in both porous and non-porous applications.
Forged dies in both rough and finished with or without nickel. Toll Free 1-877-504-1060

